硬質クロムメッキ(ハードクロムメッキ)とは、銀白色の優美な色調があり、非磁性の皮膜で、緻密で平滑性に富みんでいます。皮膜硬度がHv750以上に向上し、素材を摩擦や摩耗から守る耐摩耗性が優れた皮膜です。機構部品、工具、ロール、シャフト等にメッキ加工されて活用されています。
クロムの硬さの要因は皮膜自身がもつ内部歪み(ストレス)にあります。内部に圧縮圧力あるいは引張り圧力を抱えていて、これが皮膜を硬くしている一因です。析出時に水素を吸蔵することも皮膜を硬くしてる要素でもあります。
 硬質クロムメッキ加工事例(ヒーフ浴) 膜厚10μm程度(部分マスキングあり) 作業工程:下地鏡面研磨→マスキング工程→硬質クロムメッキ加工→マスキング除去→仕上げ研磨加工 |
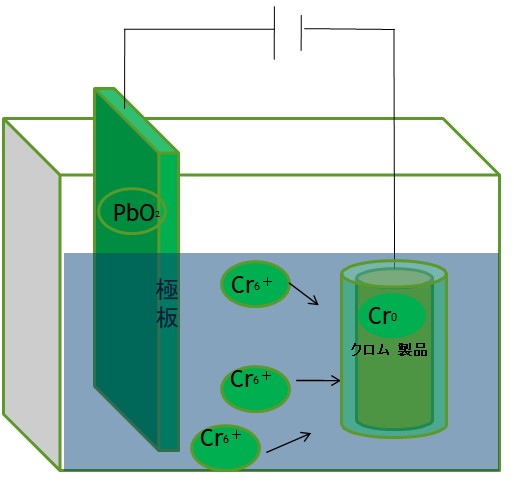
硬質クロムメッキの原理 +側に鉛合金板(PbO2)を、-側に製品を吊るし、6価クロムイオンを含む電解質に直流又はパルス電流を流して、陰極上に金属クロムを析出させる処理になります。 |
硬質クロムメッキ加工依頼 納期1日から対応 当日持ち込みOK
コダマは創業64年の伝統、安定と確実な成長を遂げる大阪の硬質クロムメッキ加工メーカーです。特級めっき技能士2名・一級めっき技能士5名・二級めっき技能士8名が在籍し、全国めっき技術コンクールで上位入賞している技術的な専門知識をもつスタッフが、硬質クロムメッキ加工を担当しています。10,000個以上の量産ロット、1個からの試作品も最短納期1日から処理対応できます。初めての方もお気軽にお問合せください。硬質クロムメッキ加工 750件以上の加工実績 | ISO9001・14001認証取得工場 | ここでは、硬質クロムメッキの特長、加工プロセス(動画) 担当技術者、硬質クロムメッキ関連記事を紹介しています。
コダマのメッキ加工の品質管理はこちら
お客様満足度調査アンケート結果
| 特長 | 対応サイズ | 技術力 | 対応素材 |
| 加工 工程 | 硬質クロム加工事例 | Q&A | 関連記事 |
硬質クロムメッキの特長

硬質クロムメッキ加工事例 (ヒーフ浴)膜厚20μm程度(部分マスキングあり)
作業工程:下地鏡面研磨→マスキング工程→硬質クロムメッキ加工→マスキング除去→仕上げ研磨加工
質クロムメッキの優れている点
耐候性にも優れ、大気中において長期間、光沢外観が保たれます(変色しにくい)メッキ面は緻密で平滑性に富み、耐摩耗性に優れていて(皮膜が硬い)、機械部品に最も多く用いられているメッキの一つです。(非磁性の皮膜)その他の用途では、再メッキ加工の寸法補正や修理を目的に肉盛りも行われています。肉盛りとは機械加工で削りすぎた時などに、その部分のみに厚くメッキ加工し、寸法補正や修理を行うことをいいます。硬質クロムメッキは、他のメッキに比べメッキ膜厚を厚く乗せることが可能であるため、(肉盛性が高い)です。クロム皮膜のクラックに油を含ませることが出来るので保油性があります。
硬質クロムメッキの優れていない点
硬質クロムメッキの優れていない点は、他のメッキと比較するとメッキ膜厚が不均一になりがちで、膜厚の高低差のバラツキが大きくなる傾向があります。複雑な製品形状や製品寸法が大きくなれば、より顕著に表れます。(皮膜にクラックが生じやすい)(被覆力が低い)(均一電着性が悪い)凹凸の形状の製品には、専用の補助陽極(アノード)を作製してメッキ加工する場合は、コスト高になります。最終寸法の公差範囲が狭い場合は寸法研磨が必要になります。硬質クロムメッキ作業は、クロム以外の電解メッキより、適切な治具の作製などが必要となり、経験や熟練を要します。
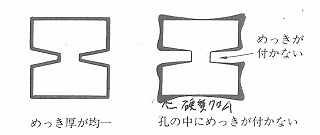
左:均一電着性に優れたメッキ 右:硬質クロム めっき厚が不均一になりやすい
メッキ加工中に多くの水素を吸蔵するので、製品用途によっては水素除去のためのベーキング処理が必要になります。硬質クロムメッキは400℃以下の高温酸化雰囲気で使用可能ですが、硬度はHv1000→600程度に下がり耐磨耗性、耐食性も次第に低下する傾向があります。メッキ液は人体に有害な六価クロムを含む薬品を使用するので、ミスト対策として強力なダクトなどの設備が必須です。300℃以上の温度雰囲気で使用する場合は硬さが急激に低下するので注意が必要です。
コダマの技術力で硬質クロムの問題を解決!
複雑な製品形状や凹んだ形状の製品にも対応
熟練の技術で補助陽極専用治具を作製しメッキ加工を実施します。補助陽極の作製は技術、経験が必要です。
コラボ技術 硬質クロムメッキ+寸法研磨加工 メッキ膜厚を均一に!
硬質クロムメッキ+寸法研磨加工 メッキ後に寸法研磨加工することで均一な皮膜が可能です。
ダレ・キズ解消!研磨不要で光沢感
コダマの標準的な液はフッ化物浴を使用しています。一般的なサージェント浴と比較すると光沢感があります。
硬質クロムメッキ処理可能な最大対応サイズ
 処理可能サイズ
処理可能サイズ
縦400mm ×横400mm× 深さ1000mm(フッ化物浴)
縦400mm ×横400mm× 深さ400mm(ヒーフ浴)
硬質クロムめっき技術力
他のメッキと比較するとメッキ膜厚が不均一になりがちで、膜厚の高低差のバラツキが大きくなる傾向があります。複雑な製品形状や製品寸法が大きくなれば、より顕著に表れます。を解消します。以下の技術力で
充実の設備と高度めっき技術者が小物製品なら10万個/月の量産対応

2014年1月に導入 硬質クロム5号槽(フッ化物浴)
硬質クロムラインは、フッ化物浴5槽とヒーフ浴1槽合計6槽の設備がございます。小物製品なら10万個以上/月の量産加工が可能です。単品1個からのご対応 納期1日も可能です。
硬質クロムメッキ液は、 金属を溶解させる作用が強いため、 メッキ設備はクロム酸に対して耐食性を有する材料が使われています。
硬質クロムメッキ槽 設備寸法
メッキ槽としては、 鉛ーアンチモン合金、鉛ースズ合金被覆や塩化ビニル樹脂、ガラス繊維強化プラスチックなどでコーテングされた鉄槽が用いられています。メッキ槽のサイズは、扱う製品の大きさと処理量によって決定されますが、浴電流密度はメッキ液IL当たり 1 ~2Aを標準としています。
| 幅(mm) | 長さ(mm) | 深さ(mm) | 数量 | |
| 1号槽(フッ化物浴) | 900 | 2100 | 1050 | 1 |
| 2号槽(フッ化物浴) | 700 | 1450 | 1200 | 1 |
| 3号槽(フッ化物浴) | 1760 | 570 | 1050 | 1 |
| 4号槽(フッ化物浴) | 600 | 2500 | 1000 | 1 |
| 5号槽(フッ化物浴) | 600 | 1980 | 1020 | 1 |
| 6号槽(ヒーフ浴) | 600 | 800 | 600 | 1 |
*硬質クロムメッキのRoHs4物質(カドミウム・鉛・水銀・六価クロム)の含有量調査を定期的に実施しています。RoHSに抵触しません。
部分メッキ、内径メッキもお任せください
 マスキング専門の検査員が手作業でマスキングを行います。部分メッキや硬質クロム専門のメッキ職人が熟練の技術で補助陽極(アノード)を作製しての内径メッキ加工、ジグ接点跡をなくした硬質クロムメッキ等、高度な技術が必要な製品もメッキ加工可能です。 内径メッキは、10φ以上から処理します。10φ以下の小さな内径は処理できません。
マスキング専門の検査員が手作業でマスキングを行います。部分メッキや硬質クロム専門のメッキ職人が熟練の技術で補助陽極(アノード)を作製しての内径メッキ加工、ジグ接点跡をなくした硬質クロムメッキ等、高度な技術が必要な製品もメッキ加工可能です。 内径メッキは、10φ以上から処理します。10φ以下の小さな内径は処理できません。
切削寸法ミスの補修:硬質クロムメッキによる肉盛り
|
|
|

 Wメッキ
Wメッキ
一貫対応 寸法研磨、バフ研磨やベーキング処理もお任せください
 バフ研磨対応:硬質クロムメッキ前の下地バフ研磨・メッキ後の仕上げバフ研磨・寸法研磨対応:硬質クロムメッキ前後の寸法研磨も同時にお任せください。
バフ研磨対応:硬質クロムメッキ前の下地バフ研磨・メッキ後の仕上げバフ研磨・寸法研磨対応:硬質クロムメッキ前後の寸法研磨も同時にお任せください。
硬質クロムメッキ後の水素除去のベーキング処理 記号HB
小型・中型・大型と様々なタイプのベーキング炉でご対応させて頂いております。
| 部分メッキ、Wメッキ後の寸法研磨、バフ研磨も対応可能です |
アルミ素材 の硬質クロムメッキ加工もお任せください

硬質クロムメッキ加工 製品
アルミニウムはA5052の番手が豊富な実績があります。(カメラマウント部品 2万個以上の加工実績があり、不良率は0.1%以下です)
硬質クロム シミを発生させないメッキ加工をしています乾燥工程でメッキ表面にシミが出来ない対策をしています。 ・乾燥機内の温度を高温にしない ・乾燥機内の定期的な清掃と点検 ・環境のよい場所で製品を保管 |
硬質クロムめっき対応素材
- 鉄鋼素材 炭素鋼(低炭素鋼は最良)クロム鋼、
- ステンレス(SUSの種類の情報が必要です。SUS304やSUS316など)
- アルミ(A5052,ADC12などアルミの種類の情報が必要)
- 銅・銅合金・真鍮等
- 亜鉛ダイキャスト(試験が必要)なども硬質クロムメッキ加工
硬質クロム加工工程
|
(各工程間は水洗いが入ります)アルカリ脱脂→防錆処理→ラッキング工程→(逆電処理)→硬質クロムメッキ→防錆処理→乾燥工程(ベーキング処理) |

| 1 アルカリ脱脂 | 脱脂工程は、製品についている油を取るために行います。 |
| 2 防錆処理 | 鉄製品は錆やすいので、アルカリ系の防錆剤で防錆処理をしています。 |
| 3 ラッキング工程 | 製品を治具にセットします。 |
| 4 逆電処理 | 製品の通常の極性を変えて電解することで表面を活性させます。 |
| 5 硬質クロムメッキ | 硬質クロムの皮膜は耐摩耗性が優れた被膜です。 |
|
6 防錆処理 |
メッキ後に行うことで防錆能力が向上します。 |
| 7 乾燥工程(ベーキング処理) | エアー乾燥、乾燥炉などを所定の時間行い、製品に付着した水分を飛ばします。 |
発注する際の注意点
お問合せの前にお客様にご確認いただきたいポイントをご案内します。
 |
 |
 |
 |
コダマメッキ加工依頼お取引の流れ
硬質クロムメッキ加工事例
|
硬質クロムメッキ加工(フッ化物浴) 膜厚5μm程度 刃物 |
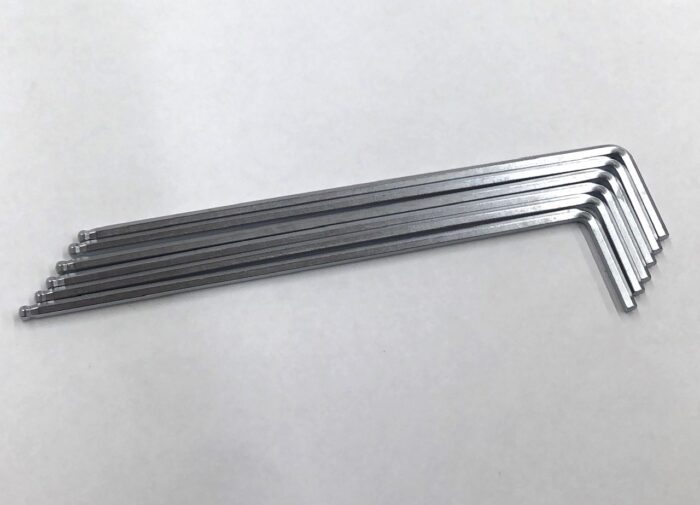
硬質クロム加工事例 (フッ化物浴)膜厚7μm 六角レンチ(大) |
|
硬質クロム加工事例 (フッ化物浴)膜厚6μm 六角レンチ(小) |
|


硬質クロムメッキ加工 担当技術者 紹介
硬質クロム課のメッキ職人は、全国めっき技術コンクールにおいて上位入賞しています。全国トップレベルの技術力を誇るチームです。
硬質クロムメッキ担当:中野さん
 中野さんは、メッキ歴25年以上のベテランで全国めっき技術コンクールでも上位入賞した実績もあり、部分メッキや凹凸の形状の難しいメッキも軽く料理されます。あらゆるメッキ現場の戦場を一人で切り抜け、的確にメッキをロックオンします!技術の伝承 後進の育成に注力しています。 中野さんは、メッキ歴25年以上のベテランで全国めっき技術コンクールでも上位入賞した実績もあり、部分メッキや凹凸の形状の難しいメッキも軽く料理されます。あらゆるメッキ現場の戦場を一人で切り抜け、的確にメッキをロックオンします!技術の伝承 後進の育成に注力しています。 |
 硬質クロム課 中野さん 全国めっき技術コンクール 全国中企業団体中央会賞 受賞 |
全国めっき技術コンクール受賞歴
 硬質クロム課 田中さん 全国めっき技術コンクール 全国中企業団体中央会賞 受賞 田中さん:毎年コンクールに挑戦してきて、やっと上位入賞できました。前回結果から次回の改善点を修正して臨みました。1年前と今回と硬質クロムメッキの液条件や濃度条件、電流値など全く同じではないので、そこがメッキの面白い点です。来年は、治具を改良して臨みます。 |
 硬質クロム課 岸本さん 全国めっき技術コンクール 日刊工業新聞社賞 受賞 岸本さん: メッキ加工する人を「メッキ職人」と言われるんですが、 作業じゃないんですね。職人技なんです。 以前、先輩が全国めっき技術コンクールで厚生労働大臣賞を受賞し、日本一になりました。 僕も2016年に日刊工業新聞社賞 全国8位を受賞したことはあるんですが、 先輩のように日本一になりたいと思ってチャレンジしています。 |
硬質クロムメッキ 解決Q&A
| Q. RoHSやELVで硬質クロムメッキは規制されていますか |
| Q. 硬質クロムメッキの塩水噴霧に耐える厚さはいくらか |
| Q. クロムメッキのRoHs指令についての ICP分析結果報告 |
| Q. 硬質クロムメッキと無電解ニッケルメッキを比較する |
| Q.硬質クロムめっきの旧記号は今のJIS記号で教えてください |
| Q.硬質クロムメッキと無電解ニッケルメッキを比較する |
| 硬質クロムメッキ解決Q&Aをもっと見る見る |
【コラム】メッキライブラリの記事
メッキコラムをもっと見る
硬質クロムメッキ関連記事
硬質クロムメッキのJIS記号での表し方と呼び方
[メッキ法の種類]-[素地の種類]/[下地メッキの種類 膜厚], [上層のメッキの種類 膜厚]
| 例1、 Ep - Fe / ICR10 |
| 電気めっきー素地の種類(鉄素地)/ 硬質クロムメッキ 膜厚10μm以上 |
| 例2、 Ep - Fe/ ICr10 /1BF, 2BF |
| 電気めっき、素地の種類(鉄素地)/ 硬質クロムメッキ10μm以上 メッキ前のバフ仕上げ、メッキ後のバフ仕上げ |
前処理・後処理を表すJIS記号 ブラスト仕上げ(めっき前):1SB グラインダ加工(めっき前):1G HB:水素除去のベーキング
硬質クロムメッキのJIS規格 工業用クロムメッキ H8615-1993
硬質クロム フッ化物浴、HEEF(ヒーフ浴)、サージェント浴 特長の違い
硬質クロムメッキは、RoHS指令に対応 皮膜をRoHS指令 4物質(カドミウム・鉛・水銀・六価クロム)を定期的にICP分析(含有量試験)しています。分析結果報告が必要なお客様にはご提出できます。
硬質クロムメッキ利用分野・適用部品・目的
| 分野 | 利用目的 | 硬質クロムメッキ加工を適用部品 | |
| 自動車 |
耐摩耗性・潤滑性・多孔性・硬さなど |
クランクシャフト、カム、シリンダー、各種シャフト、ピストンロッド、軸受け |
|
| 産業機械 | 耐摩耗性・耐食性・潤滑性・多孔性・硬さ・潤滑性・非粘着性・汚染防止など |
各種シリンダー・ロール・スピンドル・マンドレル・スリーブ |
|
| 金型 | 非粘着性・耐摩耗性・肉盛り再生 | ガラス用金型・樹脂用金型・各種金型 | |
| 化学工業 | 耐食性・耐摩耗性 | ポンプシャフト・インペラ・バルブ | |
硬質クロムメッキの解説者:硬質クロムのまとめ
 株式会社コダマ 専務取締役 児玉義弘 特級めっき技能士・毒物劇物取扱責任者・公害防止管理者(水質2種) |
硬質クロムメッキは、耐摩耗、耐候性にも優れ、大気中において長期間、光沢外観が保たれます。メッキ面は緻密で平滑性に富み、機械部品に最も多く用いられているメッキの一つです。 他のメッキと比較するとメッキ膜厚が不均一になりがちで、膜厚の高低差のバラツキが大きくなる傾向がある。 硬質クロムメッキには、サージェント浴、フッ化物浴、ヒーフ浴と3つのメッキ浴から加工することが出来る。浴種により、硬質クロムメッキに異なった特徴がある。 めっき職歴30年以上 父が創業のメッキ工場で小学生の時からメッキ加工に関わる。夏休みにラッキング作業のお手伝いなど。大学卒業後は、電子部品のメッキ加工を得意とされる東京の大手メッキメーカーにて修行し、メッキ技術と経営ノウハウを学ぶ。 コダマ入社以来、現場、品質保証、新規営業を担当し、現在は新卒採用活動、新規事業の検討、戦略の立案などに注力している。 |